Принцип работы плазменной резки
Содержание:
- Инвертор или трансформатор
- Где применяются плазморезы?
- Как устроен плазморез
- Критерии качества плазменной резки металла
- Преимущества технологии
- Какие газы используются, их особенности
- Основные элементы
- Советы и нюансы
- 1 Особенности аппаратов и технологии плазменной резки
- Достоинства и недостатки
- Технические характеристики
- Источники плазменной резки
Инвертор или трансформатор
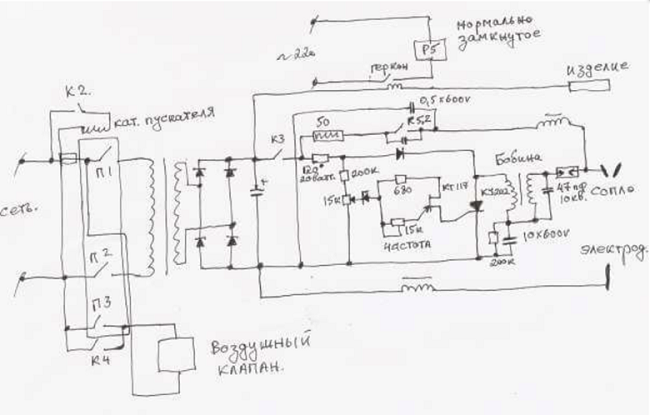
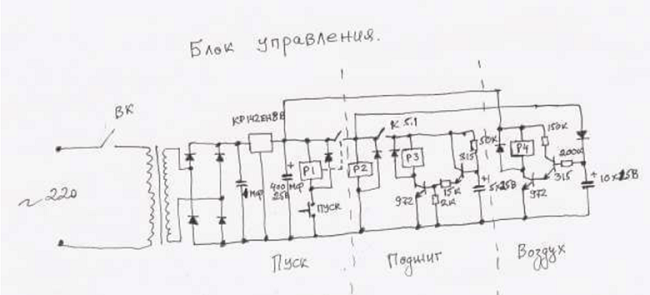
Существуют различные способы, а также чертежи и схемы, по которым можно сделать плазменный резак. Например, если его делать на основе трансформаторного сварочника, то подойдет схема плазмореза, предоставленная ниже, на которой подробно расписано, какие детали нужны для изготовления данного модуля.
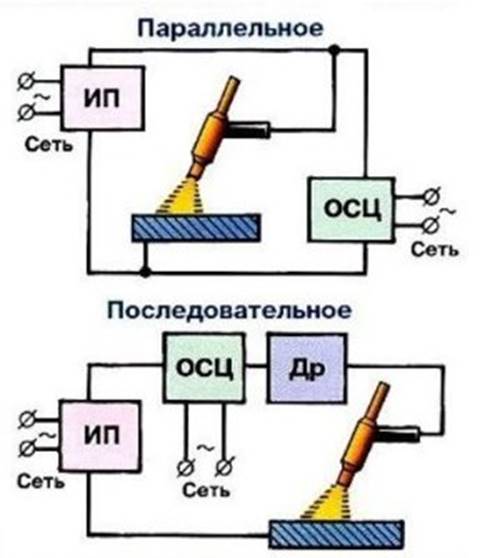
Если у вас уже есть инвертор, то чтобы его переделать в плазменный резак, потребуется небольшая доработка, а именно добавить в электрическую схему аппарата осциллятор. Он подключается между инвертором и плазмотроном двумя способами, как показано на следующем рисунке.
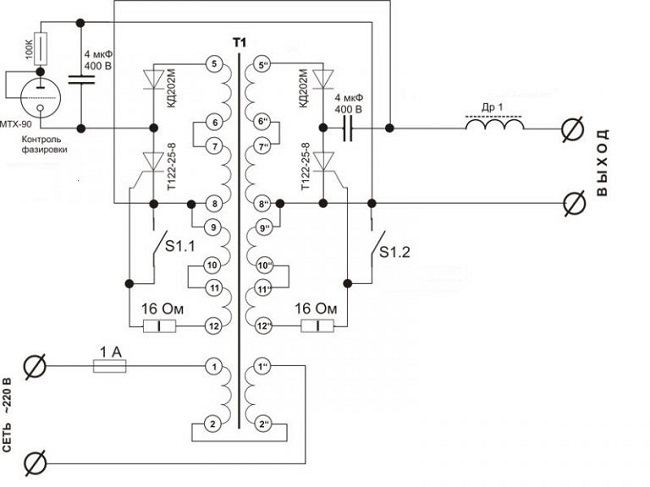
Осциллятор можно спаять самостоятельно по схеме, предоставленной ниже.
Если делать плазменный резак самостоятельно, то выбирать трансформатор в качестве источника тока не рекомендуется по нескольким причинам:
- агрегат потребляет много электроэнергии;
- трансформатор имеет большой вес и неудобен в транспортировке.
Но преимущества аппарата для плазменной резки на инверторе перед трансформаторным агрегатом налицо:
- малый вес;
- высокий показатель КПД (выше на 30%, чем у трансформатора);
- малое потребление электричества;
- качественная резка благодаря более стабильной дуге.
Поэтому предпочтительнее сделать плазморез из сварочного инвертора, чем из трансформатора.
Где применяются плазморезы?
Плазменная резка и сварка являются незаменимыми способом обработки металла, когда дело касается работы с высоколегированными сталями. Поскольку такие материалы применяются в огромном числе отраслей промышленности, то применение плазморезов получает все большее развитие.
Наибольшее распространение плазменная сварка получила в изготовлении различных металлоконструкций. Плазменная резка металла также широко применяется в тяжелом машиностроении и при прокладке трубопроводов.
Прокладка трубопроводов
На крупных машиностроительных заводах получили распространение автоматизированные линии плазморезов.
Плазморезом следует производить резку абсолютно любых материалов по своему происхождению: как токопроводящих, так и диэлектрических.
Технология плазменной резки дает возможность резки стальных листовых деталей, особенно сложных конфигураций. Сверхвысокая температура пламени горелки позволяет резать жаропрочные сплавы, в состав которых входит никель, молибден и титан. Температура плавления этих металлов превышает 3 тыс. градусов Цельсия.
Плазморез является дорогостоящим профессиональным инструментом, поэтому практически не встречается в личном подсобном хозяйстве. Для единичных работ, в независимости от их сложности, мастера могут обойтись доступными инструментами для резки металла, например, электрической болгаркой.
Устройство болгарки
Там же, где стоят задачи резки высоколегированных сплавов в промышленных масштабах, аппараты плазменной резки являются незаменимыми помощниками. Высокая точность реза, работа с любым материалом – достоинства плазморезов.
Ручная плазменная резка применяется в отраслях, где требуется изготавливать листовые детали сложных геометрических контуров. Примерами таких отраслей является ювелирная промышленность и приборостроение.
Плазморезы являются безальтернативным инструментом получения деталей сложного контура, особенно из тонколистовой стали. Там, где листовая штамповка не справляется с задачей получения изделий из очень тонкого листового проката, на помощь технологам приходит плазменная резка.
Не обходится без плазморезов и проведение сложных монтажных работ по установке металлоконструкций. При этом отпадает необходимость использовать кислородный и ацетиленовый баллоны, это повышает безопасность процесса резания металла. Этот технологический фактор облегчает проведение работ по резке металла на высоте.
Резка металла в высоте облегчает множество процессов
Как устроен плазморез
- источник питания;
- воздушный компрессор;
- плазменный резак или плазмотрон;
- кабель-шланговый пакет.
Источник питания для аппарата плазменной резки осуществляет подачу на плазмотрон определенной силы тока. Представляет собой инвертор или трансформатор.
Трансформаторы гораздо увесистее, тратят много энергии, но при этом имеют меньшую чувствительность к перепадам напряжения, и с их помощью разрезают заготовки большой толщины.
Плазменный резак считается главным элементом плазмореза. Его основными элементами являются:
- сопло;
- охладитель/изолятор;
- канал, необходимый для подачи сжатого воздуха;
- электрод.
Компрессор требуется для подачи воздуха. Принцип работы плазменной резки предусматривает применение защитных и плазмообразующих газов. Для аппаратов, которые рассчитаны на силу тока до 200 А, применяется только сжатый воздух как для охлаждения, так и для создания плазмы. Они способны разрезать заготовки толщиной в 50 мм.
Кабель-шланговый пакет используется для соединения компрессора, источника питания и плазмотрона. По электрическому кабелю от инвертора или трансформатора начинает поступать ток для возбуждения электрической дуги, а по шлангу осуществляется подача сжатого воздуха, который требуется для возникновения внутри плазмотрона плазмы.
Принцип работы
После того как возникла дежурная дуга, в камеру начинает поступать сжатый воздух. Вырываясь из патрубка, он проходит через электрическую дугу, нагревается, при этом увеличиваясь в объеме в 50 или 100 раз. Кроме того, воздух начинает ионизироваться и перестает быть диэлектриком, приобретая свойства проводить ток.
Сопло плазмотрона, суженное книзу, обжимает воздух, создавая из него поток, которое начинает вырываться оттуда со скоростью 2 – 3 м/с. В этом момент температура воздуха часто достигает 30 тыс. градусов. Именно такой раскаленный ионизированный воздух и является плазмой.
В то время, когда плазма начинает вырываться из сопла, происходит ее соприкосновение с поверхностью обрабатываемого металла, дежурная дуга в этот момент гаснет, а зажигается режущая. Она начинает разогревать заготовку в месте реза. Металл в результате этого плавится и появляется рез. На поверхности разрезаемого металла образуются небольшие частички расплавленного металла, сдуваемые с нее потоком воздуха. Таким образом осуществляется работа плазмотрона.
Преимущества плазменной резки
Работы по резке металла часто осуществляются на стройплощадке, в мастерской или цеху. Можно использовать для этого автоген, но не всех это устраивает. Если объем работ, связанный с резкой металла, слишком большой, а требования, предъявляемые к качеству реза, очень высоки, то следует подумать о том, чтобы использовать плазменный резак, имеющим следующие достоинства:
- Если мощность подобрана правильно, то аппарат плазменной резки позволяет в 10 раз повысить производительность. Такой параметр позволяет плазморезу уступить только промышленной лазерной установке, однако, он значительно выигрывает в себестоимости. Целесообразно с экономической точки зрения применять пламенную резку для металла, имеющего толщину до 50 – 60 мм.
-
Универсальность. С помощью плазменной резки обрабатываются чугун, медь, сталь, алюминий и прочий металл. Необходимо просто выбрать оптимальную мощность и выставить конкретное давление воздуха.
- Высокое качество реза. Аппараты плазменной резки способны обеспечить минимальную ширину реза и кромки без перекаливания, наплывов и грата практически без дополнительной обработки. Кроме того, достаточно важен такой момент, что зона нагрева материала в несколько раз меньше, чем при использовании автогена. А так как термическое воздействие минимально на участке реза, то и деформация от этого вырезанных деталей будет незначительной, даже если они имеют небольшую толщину.
- Не происходит существенного загрязнения окружающей среды. С экономической точки зрения, если имеются большие объемы работ, то плазменная резка гораздо выгоднее кислородной или механической. Во всех остальных случаях учитывают не материалы, а трудоемкость использования.
Недостатки плазменной резки
Недостатки в работе плазменной резки тоже имеются. Первый из них – максимально допустимая толщина реза довольно небольшая, и у самых мощных агрегатов она редко бывает больше 80 – 100 мм.
не должен быть больше 10 – 50 градусов
Кроме того, рабочее оборудование довольно сложное, что делает совершенно невозможным использование двух резаков одновременно, которые подключаются к одному аппарату.
Критерии качества плазменной резки металла
Классификация видов термической резки, габариты деталей и качество обработки установлены европейским регламентом EN ISO 9013 «Термическая резка».
Этот стандарт касается любых материалов, которые можно разделить плазмой, кислородом или лазером. Но при плазменной резке металла станками с ЧПУ или ручным оборудованием толщина должна быть в пределах от 1 до 150 мм.
Грат в нижней части реза и брызги в верхней части.
После плазменной резки металла на поверхности снизу можно увидеть затвердевшие частички самого металла и его оксида. Это грат. Брызги же обычно остаются на верхней кромке заготовки, обработанной плазмой. Грат образуется под воздействием множества факторов. К примеру, на его формирование могут повлиять определенная скорость резки, удаленность резака от обрабатываемой поверхности, сила тока, напряжение, выбор газа и самого метода резки металла плазмой.
Появится грат или нет, может зависеть также и от самого материала, его геометрических параметров, качества поверхности и скачков температуры в ходе процесса. Если скорость разделения металлов будет слишком низкой или, наоборот, высокой, тоже может сформироваться избыточный металл. Скорее всего, его не будет, если выбрать среднюю скорость. Также не допустить появления грата помогут правильно подобранный газ и технология резки.
Угловое отклонение.
При выполнении плазменной резки разные температуры в дуге способствуют тому, что поверхность реза получается под небольшим углом. За счет того, что вверху реза нагрев был сильнее, материал там расплавился в большей степени, чем в нижней части. Но чем лучше была обжата дуга, тем менее заметным будет угловое отклонение. На последнее также влияют расстояние от резака до поверхности и скорость резки. Стандартное разделение материала плазмой предполагает, что с двух сторон угол резки равен 4–8°.
Обрабатываемые заготовки будут иметь общие края реза, если угол резки станет меньше 1°. Достичь такого результата позволяет технология плазменного разделения с повышенным обжатием.
На практике специалисты по плазменной резке придерживаются правила, согласно которому ширина реза должна соответствовать 1,5–2 диаметрам выхода сопла. На то, какой будет эта величина, влияет скорость резки. Чем она ниже, тем более широкий рез удастся получить.
Металлургический эффект (область термического воздействия).
Если сравнивать с резкой кислородом, при плазменной обработке нелегированных сталей область теплового воздействия будет меньше на третью часть. Когда плазмой разделяют иные материалы, зона, находящаяся под влиянием высоких температур, будет зависеть от самого материала.
Насыщение азотом.
Во время плазменного разделения деталей с использованием воздуха или азота большое количество последнего начинает скапливаться на поверхности реза. Это может стать причиной появления пор в сварочном шве. Их будет гораздо меньше, если применять кислород.
Получить высококачественный и высокоточный рез позволяет использование плазмы с повышенным обжатием. Основные преимущества данной технологии – это получение допусков по ±0,2 мм и возможность невероятно точного повторения. В результате резы по качеству ничуть не уступают лазерной обработке.
Если рассматривать самые распространенные стали, тут можно получить качество реза, соответствующее стандартам, но нужно придерживаться установленных параметров обработки. То же самое касается и заготовок из алюминия, однако нужно иметь в виду, что у них высота от вершин до впадин не такая, как у стальных деталей. У алюминия она больше. Поэтому можно сказать, что качество обработки во многом зависит именно от материала изделий.
Например, состояние кромки определяется такими составляющими, как титан, магний, их сплавы, латунь и медь. Причем последние два вещества обладают выраженной зернистой структурой, а их высоту от вершин до впадин не получится рассчитать или оценить по регламенту EN ISO 9013.
Технология резки плазмой с повышенным обжатием позволяет достичь следующих результатов:
- Грата нет совсем либо он образуется в минимальном количестве.
- Даже при острых краях и углах контур получается очень точным.
- Небольшой допуск неровности поверхностей реза.
- Возможность высокоточной подгонки.
- Малая область воздействия высокой температуры и минимальное искривление.
- Рез ровный и гладкий, так как высота от вершин до впадин очень маленькая.
- Можно получить отверстия нужного небольшого диаметра.
Преимущества технологии
Резка плазмой обладает преимущественными характеристиками перед другими методами обработки металлических изделий. Технология регулярно совершенствуется, что позволяет получать детали с высокой точностью реза.
К достоинствам относятся:
- Универсальность – выполняется обработка любых видов металлов, благодаря выбору оптимального режима. Материал не нуждается в предварительной подготовке, допускается наличие ржавчины, грязи или краски.
- Точность – в отличие от обработки изделий болгаркой или газорезкой на заготовке не остаются наплывы, заусенцы. Рез остается чистым, последующая чистка и устранение дефектов не требуются.
- Возможность выполнения различных геометрических фигур. Плазморез легко справляется с раскроем материала, формируя сложный рез.
- Безопасность – отсутствие горючих газов делает процесс реза металла безопасным.
- Отсутствует риск искривления полуфабриката – металл разогревается в малом радиусе, поэтому риск деформации деталей минимальный.
Аппараты просты в использовании, оборудование не нуждается в предварительных настройках подачи горючего газа, струи кислорода. Запуск прибора происходит нажатием одной кнопки.
Какие газы используются, их особенности
Плазменная резка металла представляет собой процесс проплавления и удаления расплава за счет теплоты, получаемой от плазменной дуги. Скорость и качество резки определяются плазмообразующей средой. Также, плазмообразующая среда влияет на глубину газонасыщенного слоя и характер физико-химических процессов на кромках среза. При обработке алюминия, меди и сплавов, изготовленных на их основе, используются следующие плазмообразующие газы:
- Сжатый воздух;
- Кислород;
- Азотно-кислородная смесь;
- Азот;
- Аргоно-водородная смесь.
Все газы, используемые при выполнении плазменной обработки, условно делятся на защитные и плазмообразующие.
В целях бытового назначения (толщина до 50 мм, сила тока дуги – менее 200 А) применяется сжатый воздух, который может использоваться как защитный, так и плазмообразующий газ, а в более сложных условиях промышленного назначения применяются другие газовые смеси, которые содержат кислород, азот, аргон, гелий или водород.
Основные элементы
Друг от друга станки отличаются предназначением, устройством, способом размещения обрабатываемого листа и способом управления. Управляется станок компьютерной программой, которая автоматически контролирует необходимые параметры:
- мощность;
- угол наклона резака;
- напряжение на выходе и др.
Современное оборудование высокопроизводительно, а конструкция при этом не особо сложная. Основные элементы машин следующие:
- плазмотрон с системой подачи газа;
- рабочий стол;
- система управления высотой горелки;
- система ЧПУ.
Иногда используется один плазмотрон, иногда — несколько.
Советы и нюансы
Еще одной отличительной положительно характеристикой метода является то, что во время процесса происходит нагрев лишь небольшого локального участка. Да и остывает этот участок намного быстрее, чем при лазерной или механической резке.
Охлаждение необходимо только для двух составных элементов – катода и сопла, как самых нагруженных. Это без проблем производится с помощью рабочей жидкости.
Плазменная дуга и струя.Дуга
Лишняя влага впитывается специальным материалом, который находится в резервуаре камеры плазмотрона.
Правила безопасности при данном методе имеют строжайший характер, потому что все аппараты плазменной резки могут быть очень травматичными для мастера. Особенно это касается моделей с ручным управлением.
Все будет в порядке, если вы будете соблюдать рекомендации по защитной амуниции мастера: щиток, затемнённые очки, защитные ботинки и т.д. В этом случае вы сможете уберечься от главных факторов риска данного метода – капель расплавленного металла, высокого напряжения и раскаленного воздуха.
Еще один совет по безопасности – ни в коем случае не стучать резаком по металлу для удаления металлических брызг, как это делают некоторые мастера. Вы рискуете повредить аппарат, но главное – поймать кусочки расплавленного металла, например, лицом или другой незащищенной частью тела. Лучше поберечь себя.
Экономия расходных материалов занимает не последнее место в эффективной резке. Для этого зажигаем электрическую дугу не слишком часто, а точно и в срок, чтобы не обрывать ее без надобности.
Экономия ресурсов также распространяется на силу и мощность тока. Если рассчитать его правильно, вы получите не только экономию, но и отличный срез без заусениц, окалины и деформации металла.
Для этого следует работать по следующей схеме: сначала подать ток высокой мощности, сделать пару – тройку разрезов с его помощью. Если сила и мощность тока великоваты, на металле сразу же будет образовываться окалина из-за значительного перегрева.
После осмотра срезов будет ясно, оставить ток на этом уровне или изменить его. Иными словами, работаем экспериментально – малыми пробами.
1 Особенности аппаратов и технологии плазменной резки
Плазменная резка – термический процесс разделительной обработки материалов, происходящей за счет их плавления. В качестве режущего исполнительного инструмента используется струя низкотемпературной плазмы, которую получают следующим образом. Между электродом плазменного аппарата и его соплом или разрезаемым металлом создается электрическая дуга, температура которой достигает 5000 °С.
Затем в сопло подается под давлением газ, что приводит к повышению температуры электрической дуги до 20 000 °С, в результате чего газ ионизируется и преобразуется в низкотемпературную плазму (высокотемпературный газ). Ионизация при нагреве от дуги возрастает, что ведет к повышению температуры газовой струи до 30 000 °С. При этом поток плазмы ярко светится, обладает высокой электропроводностью, проистекает из сопла со скоростью 500–1500 м/с, попадая на заготовку, локально ее разогревает и плавит в месте реза.
Для получения плазмы используют следующие газы:
- воздух;
- кислород;
- азот;
- водород;
- аргон;
- водяной пар.
Охлаждение сопла и удаление с поверхности реза расплавленных частичек материала осуществляется потоком газа или жидкости. Толщина разрезаемого плазменными установками металла может достигать 200 мм.
Эта технология крайне редко используется в быту, зато получила широкое распространение в различных промышленных отраслях. Плазменным аппаратом можно качественно, быстро, легко разрезать любой металл и другие материалы – пластик, камень. Благодаря этому, его используют в судостроении, машиностроении, коммунальной сфере, для ремонта техники, изготовлении рекламы и многого другого. Получаемый срез всегда аккуратный, ровный и красивый.
Достоинства и недостатки
Перед тем как принять решение о приобретение плазменного резака, нужно ознакомиться со всеми положительными и отрицательными сторонами этого оборудования. Ведь, к примеру, в домашних условиях его может заменить обычная болгарка.
Итак, плюсы использования резака для плазменной резки металлов.
- Большая скорость резки, соответственно уменьшение времени на этот процесс. По сравнению с другими режущими инструментами (кислородная горелка, например) скорость выше в шесть раз. Уступает только лазерной резке.
- С помощью плазменного инструмента можно резать толстые заготовки, что иногда не под силу болгарке.
- Режет любые виды металлов. Главное – правильно выставить режим работы.
- Минимальный подготовительный этап. Зачищать поверхности деталей от ржавчины, грязи, масляных пятен нет никакого смысла. Они для резки не помеха.
- Высочайшая точность среза и высокое его качество. Для ручных агрегатов для точности среза используются специальные упоры, которые не дают резаку смещаться в плоскости. Срез получается без наплывов, ровным и тонким.
- Невысокая температура нагрева, кроме зоны среза, поэтому заготовки не деформируются.
- Возможность фигурного среза. И хотя этим могут похвастаться и другие режущие инструменты, но, к примеру, после кислородной горелки придется края среза шлифовать и убирать подтеки металла.
- Стопроцентная безопасность проводимых операций, ведь никаких газовых баллонов в комплекте оборудования нет.
Минусы:
- Высокая цена оборудования.
- Возможность работать только одним резаком.
- Необходимо направление плазмы выдерживать строго перпендикулярно плоскости обрабатываемой детали. Правда, сегодня можно приобрести аппараты, которые режут изделия под разными углами: 15-50°.
- Толщина разрезаемого изделия ограничена, потому что самые мощные плазморезы могут разрезать металл толщиною 100 мм. С помощью кислородной горелки можно резать толщину 500 мм.
И все же плазморезы сегодня достаточно востребованы. Ручные часто используются в небольших цехах, где требуется провести большой объем резки металлов, и где к качеству разреза предъявляются жесткие требования. Обязательно посмотрите видео, которое специально размещено на этой странице сайта.
https://www.youtube.com/watch?v=rg4PvBBr1CU
Технические характеристики
При плазменной резке металлов обеспечиваются следующие технические характеристики:
Толщина листа и заготовок. Для обработки заготовок разной толщины регулируется сила тока, скорость подачи газа и расстояние между электродами. Этот параметр существенно зависит от теплопроводности металла: при ее повышении уменьшается толщина и наоборот. Небольшие переносные станки способны резать металлы толщиной до 10–12 мм, а мощное оборудование — до 100 мм
Важно учитывать, что плазменная резка оказывается эффективной при резке стальных заготовок толщиной не более 50–60 мм, алюминиевых листов — до 120 мм, медных изделий — до 80–85 мм, а чугуна — до 90 мм. На специальном комбинированном оборудование обеспечивается резка металлов толщиной до 200 мм. Сложная, фигурная резка производится при толщине заготовок до 100 мм.
Размеры листов
Они зависят от габаритов рабочего стола станка. Используемое современное оборудование позволяет обрабатывать листы шириной 2,5–3 м (портальные станки — до 4 м) и длиной 4–5 м (крупногабаритные станки — до 6-7 м).
Скорость перемещения листов. Она зависит от формы заготовки и толщины листов. Скорость перемещения листов обычно регулируется в пределах 50–800 мм/мин. Современное оборудование с ЧПУ способно обеспечить раскрой тонких листов со скоростью до 20000 мм/мин. Чаще всего, устанавливаются такие режимы: для листов до 100 мм — до 5000 мм/мин, при фасонной резке — порядка 200–250 мм/мин.
Угол реза. Чаще всего, плазменная резка используется для перпендикулярного реза. Без увеличения качества граней угол может иметь отклонение от перпендикуляра на 20–50 °.
Шероховатость. В зоне реза она нормируется ГОСТом и может соответствовать 1,2 или 3 классу.
Сложная, фигурная резка производится при толщине заготовок до 100 мм.
Размеры листов. Они зависят от габаритов рабочего стола станка. Используемое современное оборудование позволяет обрабатывать листы шириной 2,5–3 м (портальные станки — до 4 м) и длиной 4–5 м (крупногабаритные станки — до 6-7 м).
Скорость перемещения листов. Она зависит от формы заготовки и толщины листов. Скорость перемещения листов обычно регулируется в пределах 50–800 мм/мин. Современное оборудование с ЧПУ способно обеспечить раскрой тонких листов со скоростью до 20000 мм/мин. Чаще всего, устанавливаются такие режимы: для листов до 100 мм — до 5000 мм/мин, при фасонной резке — порядка 200–250 мм/мин.
Угол реза. Чаще всего, плазменная резка используется для перпендикулярного реза. Без увеличения качества граней угол может иметь отклонение от перпендикуляра на 20–50 °.
Шероховатость. В зоне реза она нормируется ГОСТом и может соответствовать 1,2 или 3 классу.
Применяемые станки обеспечивают высокую точность и качественную резку независимо от толщины за счет регулировки параметров плазменного потока. Не влияет на качество и наличие красочных и иных защитных покрытий (например, оцинковка), а также грязи и пыли.
Источники плазменной резки
Характеристики источника питания зависят от производительности и мощности оборудования. Его предназначение заключается в подаче тока определённой силы. Роль источника могут выполнять:
- трансформатор, дающий возможность более эффективно работать с трубами или металлом увеличенной толщины;
- инвертор, более подходящий для небольших цехов. Основное преимущество – это экономное энергопотребление.
Трансформаторный источник питания считается более надёжным благодаря малой восприимчивости к перепадам напряжения в сети. Широко применяется вместе со станками плазменной резки, автоматическими линиями с ЧПУ. Отличается долгим сроком службы без потери качественных характеристик. Основными недостатками являются высокое энергопотребление, большие вес и габариты, что обуславливает низкий КПД. Широко востребован благодаря возможности получения выходного тока до 180 ампер, что позволяет уверенно работать в самых сложных условиях.
Инвертор отличается гораздо меньшими габаритами и весом, позволяет значительно экономить электроэнергию. Однако максимально возможный ток в 70 ампер ограничивает сферу использования. К тому же, инвертор плохо переносит колебания напряжения. Ремонт достаточно сложен и обычно осуществляется в сервисных центрах.
Какой именно выбрать источник плазменной резки, каждый решает сам исходя из конкретных задач и требований. Источник питания может идти в комплекте со станком, но можно подобрать его и отдельно с условием, чтобы он подходил по параметрам.









